
sal-GO
IN COSTRUZIONE!!!!
Cliccare sulle immagini piccole per l'immagine ad alta risoluzione
Articolo aggiornato al 1 ottobre 2014.
INTRODUZIONE
Il sal-GO è l'evoluzione del dlgm, modello in stampo usatodal sottoscritto in parte del 2011 e nel 2012. Ecco un link al dlGM: http://www.occhibove.it/modellismo/dlgm-stampo.html
sal-GO means "salgo" that in italian means "I go up", and means sal-GianmarcoOcchibove
Come il successore, l'ala sfrutta i profili EDGE.
Ecco il link alla discussione e alle coordinate su RC-Groups dei profili EDGE: Articolo su RCGroups
Le modifiche principali del sal-GO rispetto al dlGM sono:
- tutta la lavorazione è stata eseguita tramite la mia fresa
- l'ala è posizionata sopra la fusoliera
- ala e pianetti sono realizzati fresando un'anima di estruso o rohacell qualche decimo di mm più abbondante e comprimendola in stampo. Il metodo di costruzione è quindi simile a modelli come l'XXlite o il Polaris
- Sono state realizzate delle ali col metodo "classico" in sandwich, per avere un riferimento.
PROGETTAZIONE
Tutta la progettazione e la lavorazione è stata realizzata dal sottoscritto. Il 3D è stato effettuato con Rhino, il CAM con RhinoCam. Il taglio è stato gestito tramite Mach3. Fondamentalmente l'ala del modello non si discosta in maniera particolare dal dlGM, tranne per la posizione dell'ala, che è spostata sulla fusoliera.
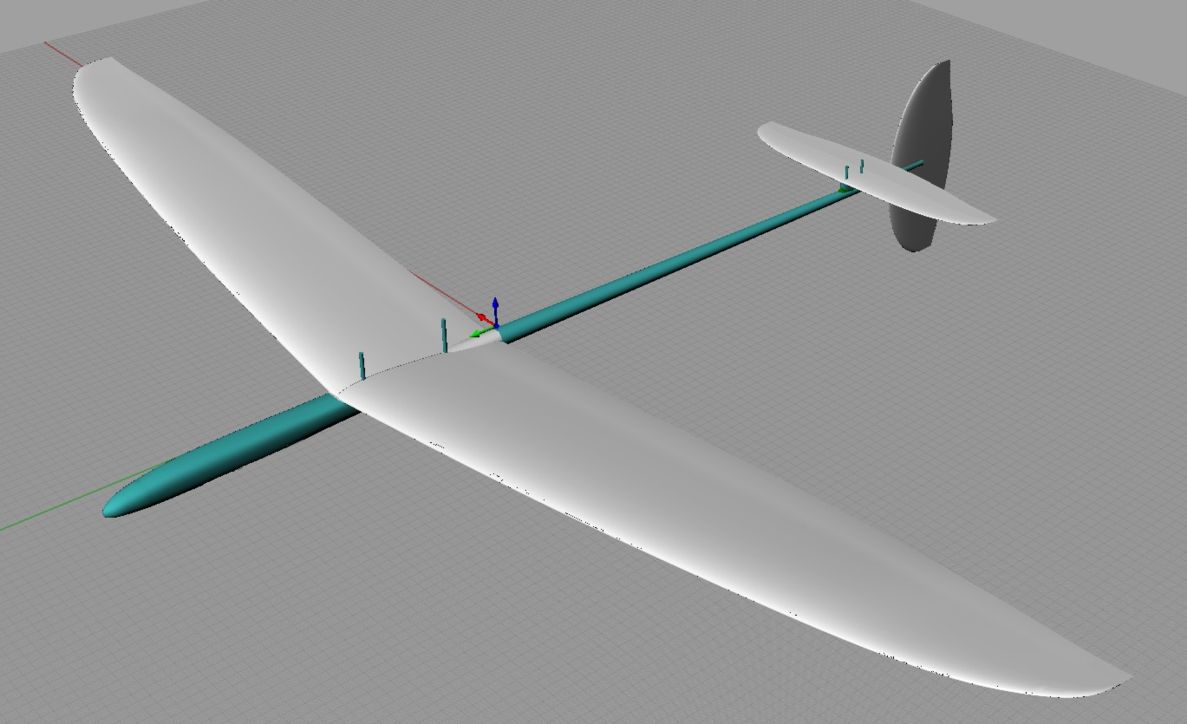
La pianta alare è molto simile a quella del dlGM, uniche differenze un cm di freccia in più e corde di estremità 1 cm inferiori. L'ala è formata dall'evolversi di diversi profili Edge da radice ad estremità.
Il diedro è 5.5°, la superficie 21.8dm^2.
Ecco il trittico:

PIANETTI
Onde definire i processi costruttivi senza eccessivo spreco di materiale, sono partito dallo stampo dei pianetti.
Sia con i pianetti che con le ali, il processo di fresatura delle anime è piuttosto laborioso:
- si prepara il piano del vuoto (io ho usato lo stesso piano scanalato in alluminio della fresa)
- a partire da un blocco di polistirolo o rohacel si fresa il dorso del pianetto/ala
- si fresa un semistampo del dorso in materiale economico (MDF), forato sullo lato del profilo e scanalato sul lato opposto, in maniera da trattenere il pezzo a contatto con il semistampo forato tramite il vuoto
- si fresa il ventre
I vantaggi di questo tipo di costruzione sono ovvi, poichè si uniscono i vantaggi di precisione degli stampi con i vantaggi di robustezza delle ali piene. Inoltre, escludendo i tempi di fresatura, la costruzione di ala o pianetto richiede meno tempo.
Come svantaggio vi sono i tempi di fresatura, i costi delle apparecchiature e dei materiali, i tempi per preparare gli stampi e i supporti forati, oltre che i lunghi tempi per sperimentare una tecnica nuova. Inoltre, la finitura è inferiore.
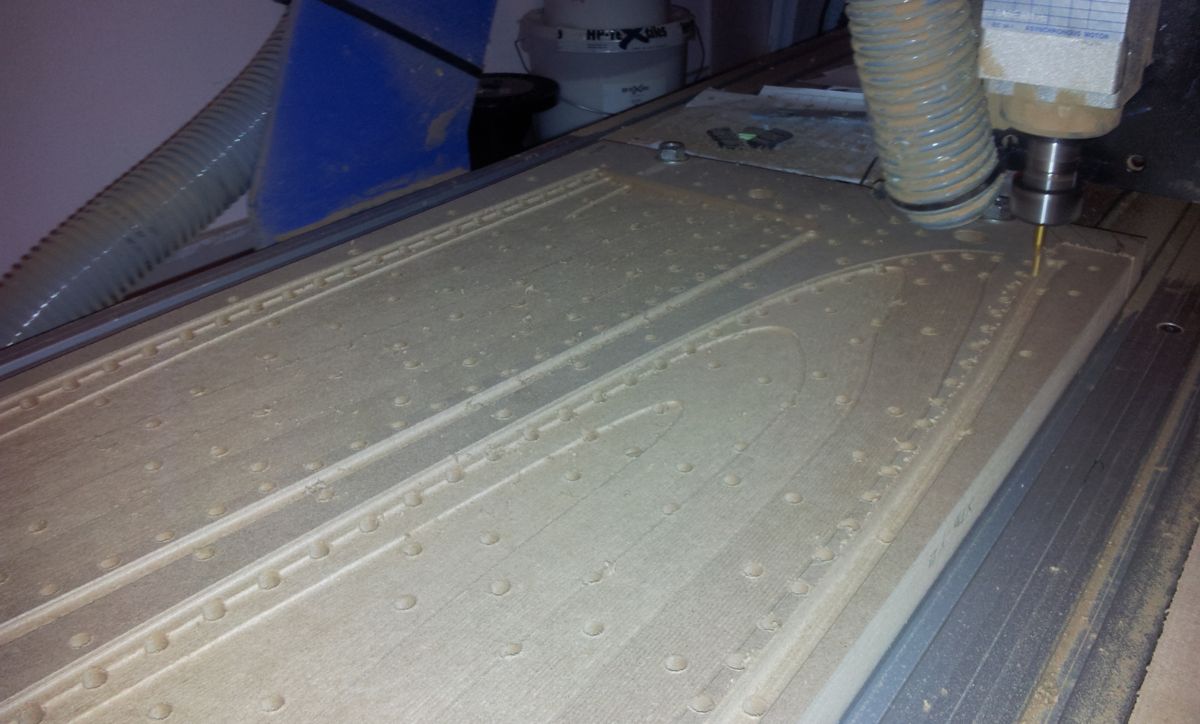
Ecco un momento della fresatura del ventre del quota, si nota il semistampo forato in MDF:
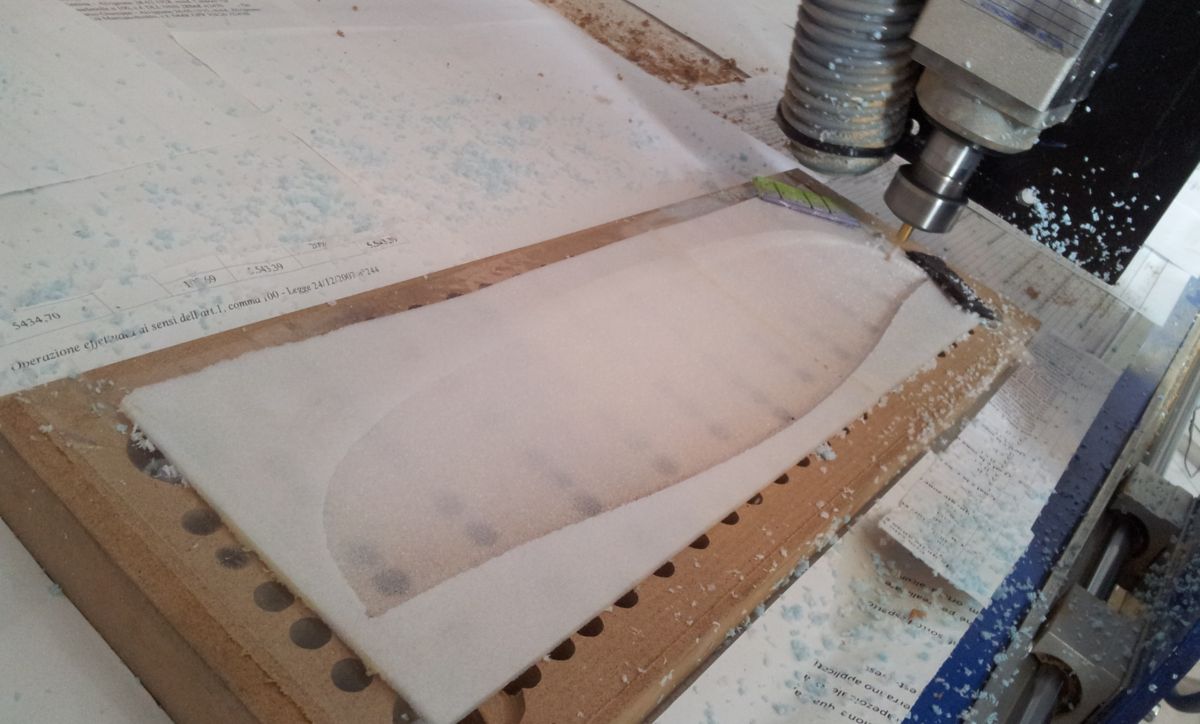
I fori servono per trattenere l'anima semifresata a contatto del semistampo forato tramite il vuoto. Per praticità io uso lo stesso aspiratrucioli che mi rimuove i residui, anche se un aspiratore con più prevalenza (come le apposite pompe per il vuoto) sarebbe più indicato
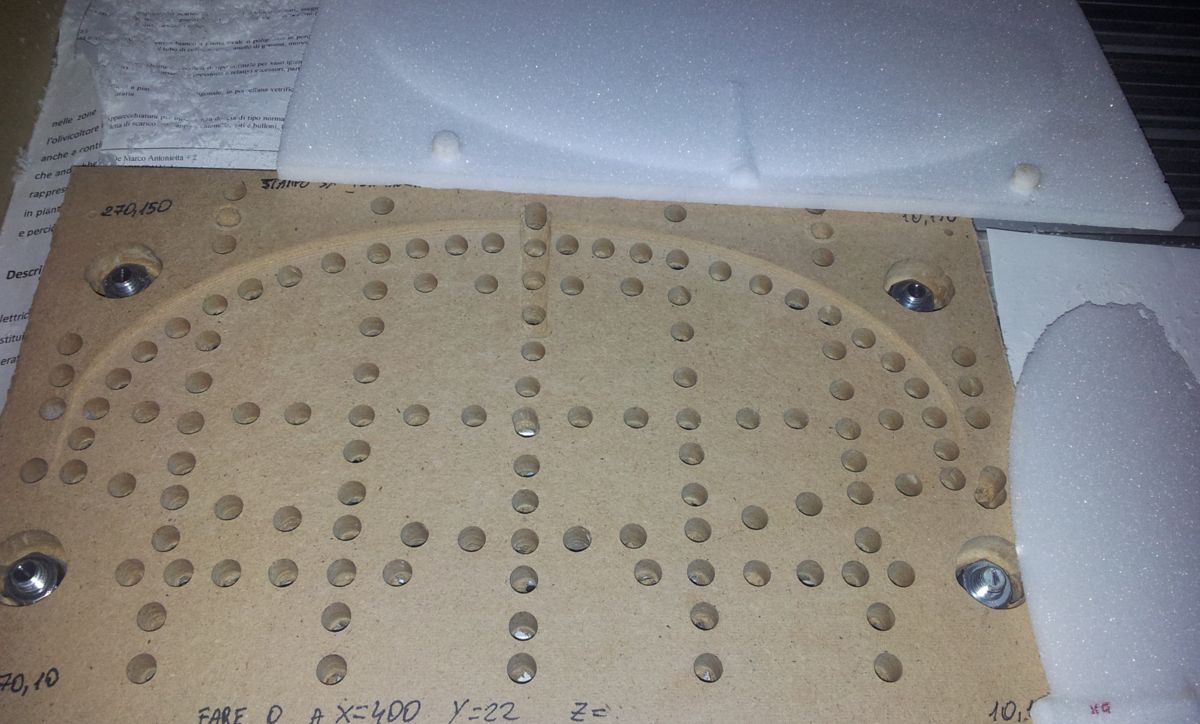
Ecco un dettaglio del semistampo forato del direzionale:
Fresatura delle scanalature sul lato opposto al profilo del direzionale:
Come longherone sto provando, con soddisfazione, le cap strips di carbonio. L'incisione dell'incavo del longherone viene effettuata in fase di fresatura.
Un direzionale finito, assieme a un supporto forato e uno stampo del direzionale realizzato in POM-C e poi verniciato.

Si nota che il direzionale ha già l'innesto per il tubo di coda. Questo semplifica il montaggio e riduce i pesi.

Pianetti in bidirezionale di Vladimir da 26g/dm^2.
COSTRUZIONE STAMPO ALI
I due stampi che posseggo sono stati fresati in Sikablock M770 e POM-C. Per la fresatura ho usato una fresa torica da 3mm. Una punta così sottile richiede tempi di lavorazione più lunghi ma la finitura finale accorcia molto i tempi di lucidatura.
Una volta fresati i quattro blocchi, è stato costruito un supporto per i semistampi con il giusto angolo. Per la fresatura del supporto in legno è stata usata sempre la fresa.
Video della costruzione dei supporti:
http://www.youtube.com/watch?v=lEkBG39qyaU
In foto i supporti un attimo prima dell'incollaggio dei blocchi. Le lavorazioni con la fresa escludono ogni tipo di imprevisto.

COSTRUZIONE ANIMA ALI
Così come fatto per i pianetti, è necessario fresare prima un lato del pannello del materiale da quale si vuole ricavare le anime, e poi l'altro lato.
Occorre quindi costruire un supporto che tenga in posizione il materiale durante la seconda fresatura.
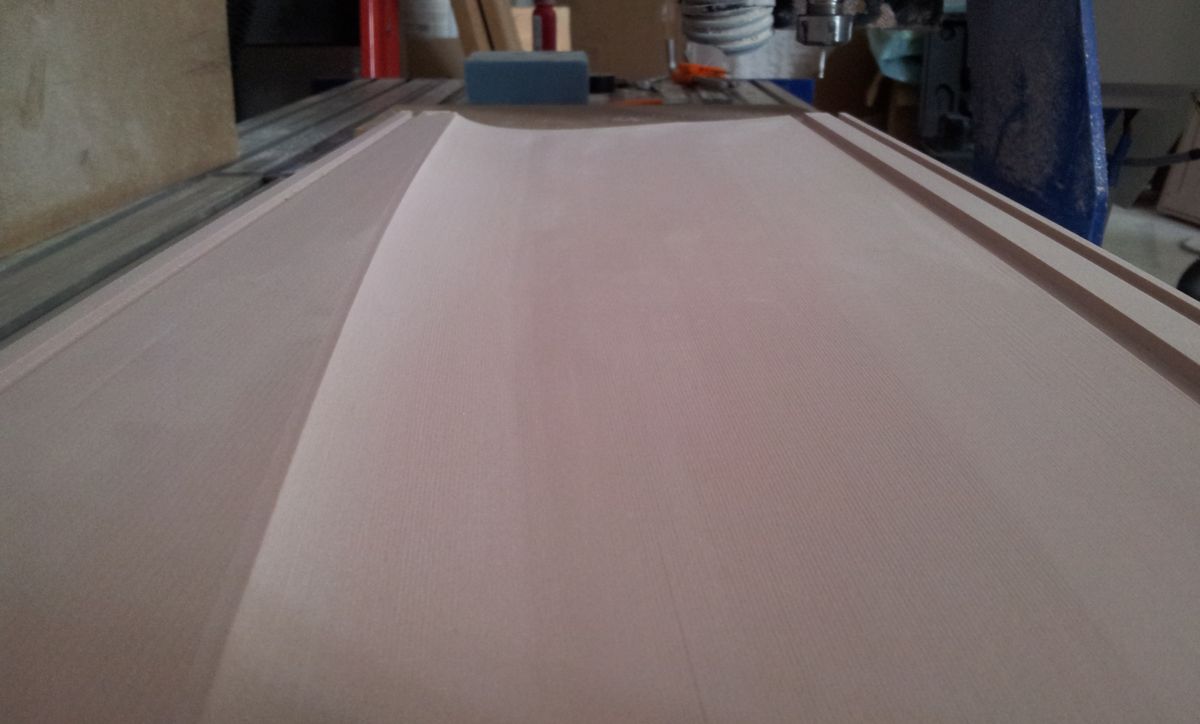
Nella prossima foto è mostrata la lavorazione del semistampo forato in MDF (lato opposto al profilo):

Le scanalature servono per la diffusione del vuoto.
Una fase della lavorazione del semistampo forato, lato profilo:
Per ottenere le anine, il miglior materiale da fresare è senz'altro il rohacell. I vari estrusi sono impossibili da fresare ad alta velocità (10 metri/min) e devo procedere a velocità inferiori.
Inoltre il rohacell è meno elastico dei vari estrusi e si riduce il rischio del recupero di forma una volta fuori dallo stampo.
Di contro le ali in rohacell hanno una finitura inferiore.
Di seguito video e immagini relative alla fresatura del supporto forato usato per la fresatura delle anime in polistirolo o rohacell.
Un video della fresatura del primo lato:
Ecco un dettagliio relativo al BE del primo lato fresato di un estruso per la creazione del primo esemplare:
Dettatgli del BE:
Una volta pronto il semistampo forato, viene fresato il ventre dell'anima, con lo scasso per il longherone, i fori per i servi e il diedro.
Ecco un video:
COSTRUZIONE ALI IN SANDWICH
Per avere un riferimento, sono state costruite anche delle ali in stampo.
Metodo classico, BE in Textreme da 90, disser

Biassiale di Vladimir da 40g/m^2:


COSTRUZIONE ALI CON ANIMA PIENA
La costruzione vera e propria delle ali consiste, in due parole, nello schiacciare le anime fresate nello stampo su cui sono stati impregnati i tessuti. Il risultato è leggero e robusto.
Ecco un'ala con anima in rohacell e tessuto di vladimir da 40:

Un altro vantaggio di questa costruzione è che, tempi di fresatura a parte, la realizzazione di un'ala è più veloce. Inoltre non occorre il sottovuoto.
Lo svantaggio è il rispetto estremo degli spessori di fresatura. Un decimo in meno e l'ala si delaminerà.

Taglio le fessure con la CNC.


Ala realizzata con un polistirolo più morbido e leggero, 126g completa di servi e linkaggi.

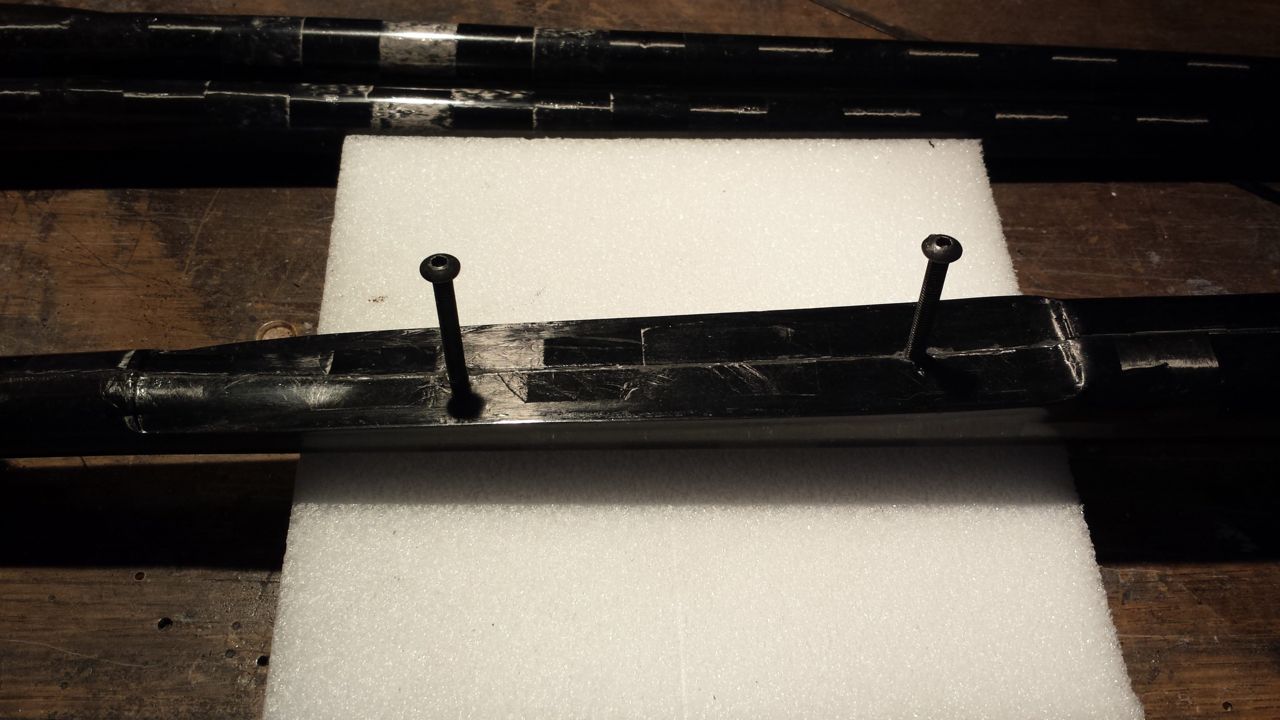
PALETTA DI LANCIO
Particolare della progettazione della paletta di lancio:
Paletta di lancio completata con i dettagli dello stampo usato:

FUSO
La progettazione della fuso è quella che ha mi richiesto più tempo, per via dei karman e della struttura in generale.
Ecco un particolare dei pianetti.
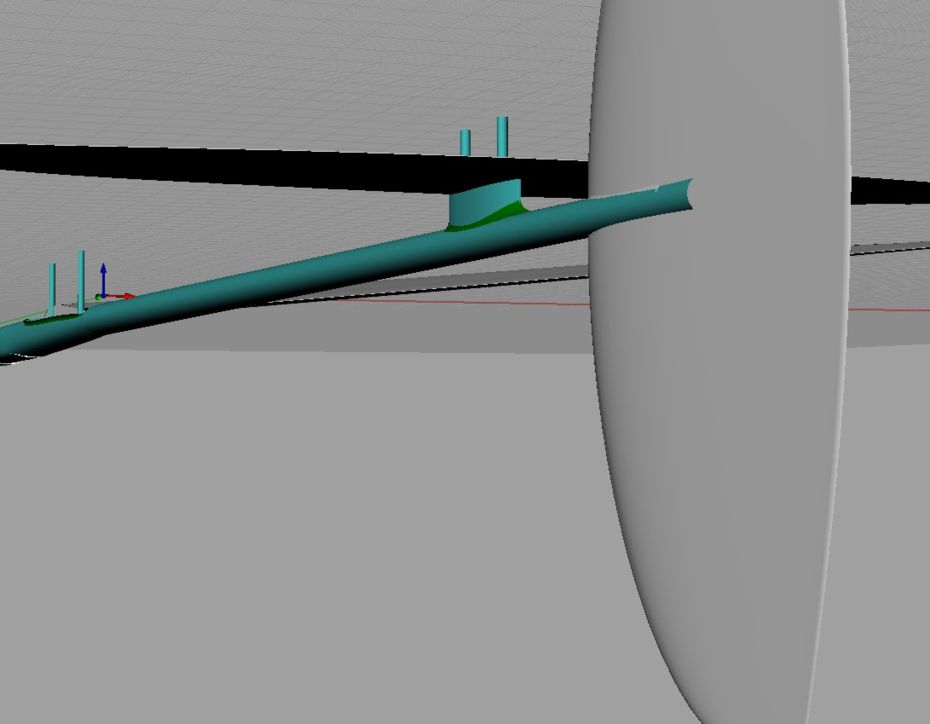
Questo particolare mi ha portato via parecchio tempo:
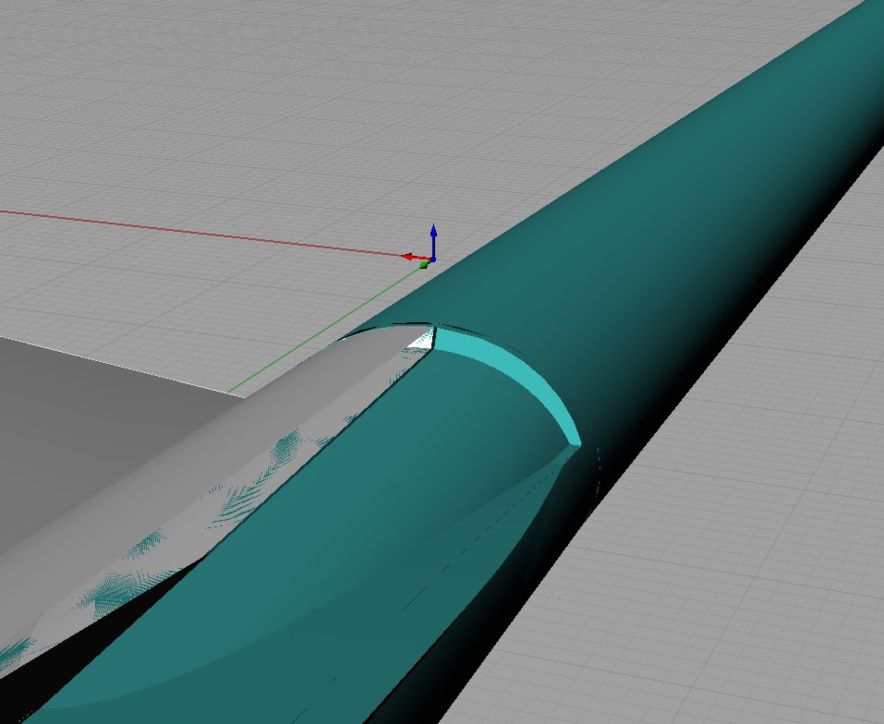
Essenzialmente, in questo modo, ottengo una perfetta unione dell'ala sulla fusoliera senza compromettere la robustezza della fuso per via della riduzione improvvisa della sezione.
Fresatura del master della fusoliera:

video:
http://www.youtube.com/watch?v=xRWmOB-VMBI&list=UUu2JhekResLn2E3bl8xq25w&index=1
Dopo aver carteggiato finemente, viene verniciato il master con vernice e trasparente 2K, il tutto viene ancora lucidato con gli abrasivi speciali della 3M e poi trattato con i soliti distaccanti.
Ecco un momento della creazione dello stampo della fusoliera:
Ecco lo stampo appena ottenuto dal master:

Realizzazione del tessuto per la fusoliera:
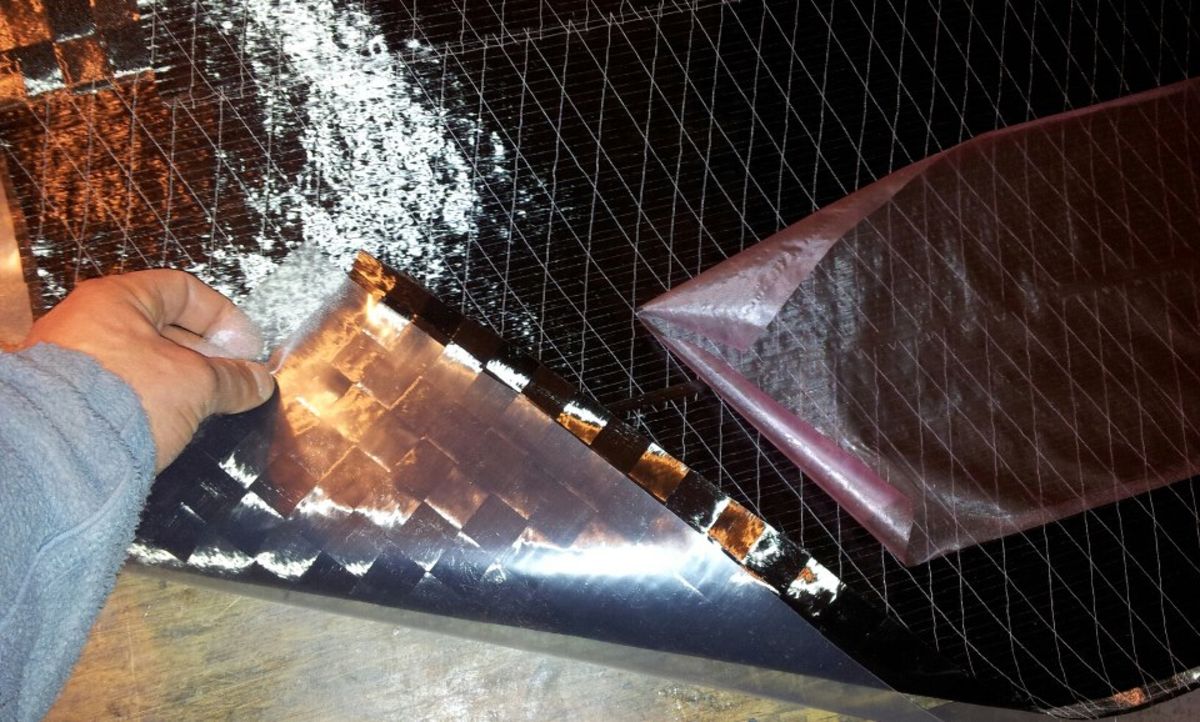
Il tessuto viene ulteriormente irrobustito, in fase di taglio delle pezze, con altro carbonio.
Ecco una fusoliera finita, ottenuta col metodo del palloncino a 4 bar. I pesi vanno dai 34 ai 41 grammi a seconda della robustezza necessaria.

Il naso è kevlar russo.

Qualche particolare:

ASSEMBLAGGIO
Su tutti gli esemplari ho usato i servi:
Hyperion DS09 sugli alettoni
JR DS285 sul direzionale (molla di acciao da 0.5)
JR DS188 sul cabra (molla di acciaio da 0.5)
I modelli sono ballastabili fino a 180g:

Il primo modello:

Il secondo:
Il terzo ed il quarto:

Alcuni dei successivi:


VOLO E RISULTATI
I profili Edge non sono mai stati riconosciuti fra i migliori profili esistenti, lo stesso progettista ha sempre affermato che gli Zone sono più performanti. Eppure io continuo a preferire gli Edge, non sono tanto estremi (e critici!), e galleggiano bene.
Il modello è piuttosto neutro ed è un buon compromesso fra float e comportamento nel vento. Se centrato col baricentro piuttosto avanzato (80mm dal BE) è molto stabile.
Questi modelli si adattano bene anche ad un pilotaggio rudderless.

- ET Cremona 2013. Terzo posto. Per molte task ho volato a 350g.
- ET Romans 2013. Quinto posto. Per molte task ho volato a 350g.
- EU Swingind Denmark (pre-mondiale) agosto 2013. Ottavo su 116 partecipanti da tutto il mondo. Per molte task ho volato a 430g.

- CI Fermo 2013. Secondo posto.

Lugo 2014 - Campionato Italiano in prova unica e selezione mondiali. Il SalGo è campione italiano!

Seconda prova di selezione mondiali Pallini 2014. Primo posto.
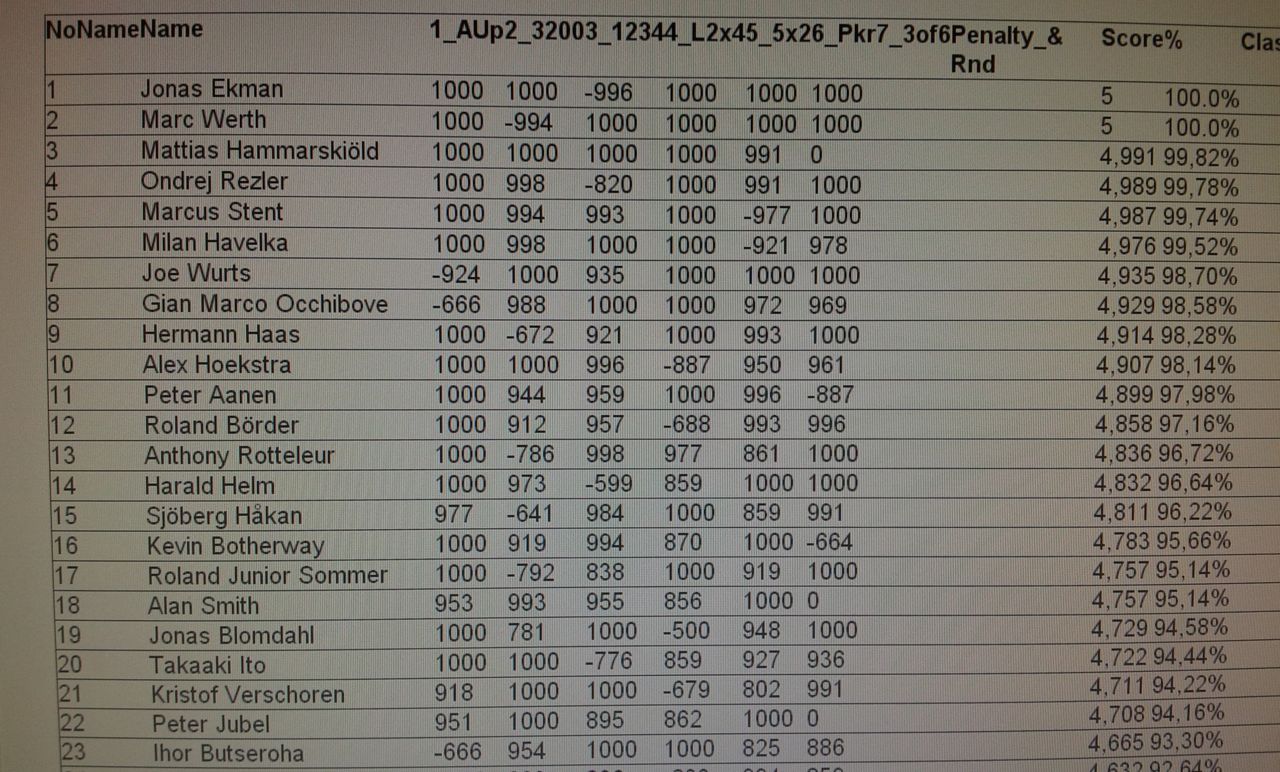
Il SalGO si classifica primo, su un totale di 4 gare di selezione, per il mondiale 2015.
Parma campionato di trofeo 2015. Primo e secondo.
Alimatese campionato di trofeo 2015. Primo.

Lugo 2015. Campionato Italiano in prova unica e selezione. Terzo posto (e in parte secondo perchè Paolo ha volato per metà gara con un Salgo light).